Remplacement de la Buse (buse non bouchée) :
Outillages nécessaire :
Au choix pour maintenir le corps de chauffe :

Au choix pour démonter la buse :

Nous vous conseillons de vous équiper de gant de protection.
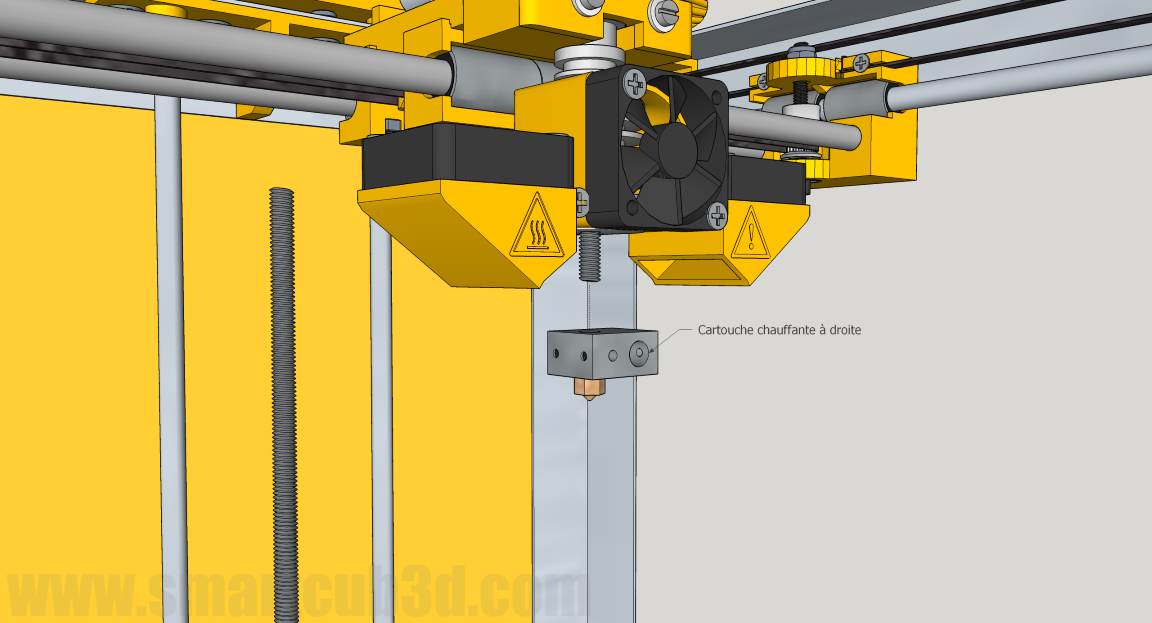
ETAPE 1 – Retirer la buse :
- Retirer la chaussette en silicone.
- Relever vers le hauts les deux ventilateurs de refroidissement.
- Si le filament est dans l’extrudeur, retirer le filament de l’extrudeur (Via le LCD : PRÉPARER/CHANGER LE FILAMENT).
- Mettre en chauffe la buse (via le LCD : PRÉPARER/MISE EN CHAUFFE PLA/CHAUFFE BUSE).
- Une fois à température (200°), maintenir solidement le corps de chauffe et démonter la buse en la tournant dans le sens horaire.
- Une fois démonter, stocker la buse sur une surface résistante à la chaleur (verre, assiette céramique…).
- Laisser en chauffe.
ETAPE 2 – Monter la nouvelle buse
- Mettre la buse neuve dans la douille 6 mm et vissez-la (rotation anti-horaire) tout en le maintenant fermement le corps chauffe.
- En cas d’impossibilité de maintenir la buse dans la douille, pré-visser à la main la buse (1 ou 2 tours) avec un gant de protection.
- Bien serrer la buse jusqu’au blocage complet.
- Coupez la chauffe (via le LCD : PRÉPARER/STOPPER LA CHAUFFE).
- Laisser refroidir et remettre la chaussette en place.
- Nous vous conseillons de faire un étalonnage PID (voir tuto)
Exemple de maintien des outils 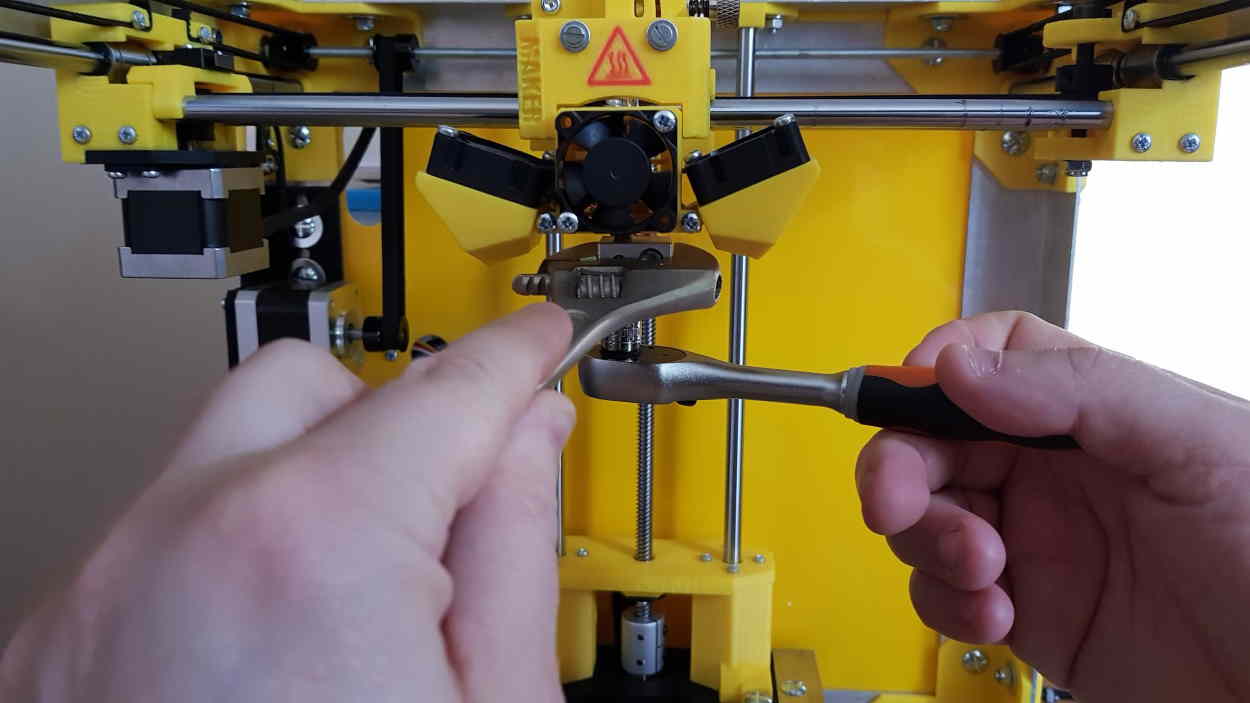 |
Remplacement de la Buse (buse bouchée) :
Symptôme d’une buse bouchée :
- Impossibilité d’extruder – Le filament ne sort plus du tout,
- Sous-extrusion partielle ou totale – Défaut lors de l’impression,
- Moteur de l’extrudeur qui claque de façon continue ou par intermittence.
Si vous remplacez la buse suite à un problème de buse bouchée (plus d’extrusion), il convient de contrôler l’état du heatbreak.
Celui-ci peut également être bouché ou abîmé. Dans le doute, nous vous conseillons son remplacement.
ETAPE 1 – Retirer la buse
- Suivre les instruction pour retirer la buse.
- Coupez la chauffe (via le LCD : PRÉPARER/STOPPER LA CHAUFFE).
- Attendre que le corps de chauffe refroidisse.
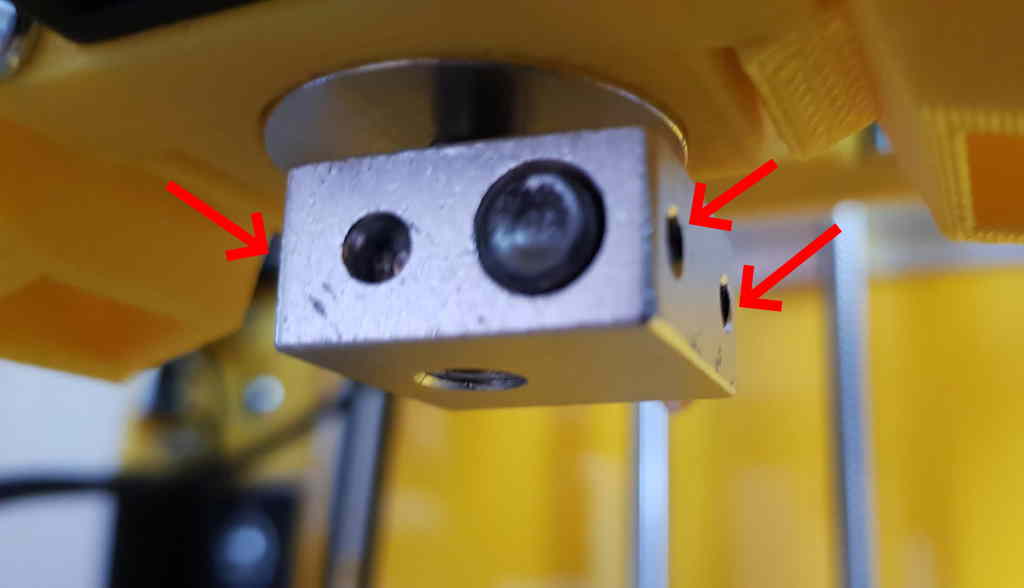
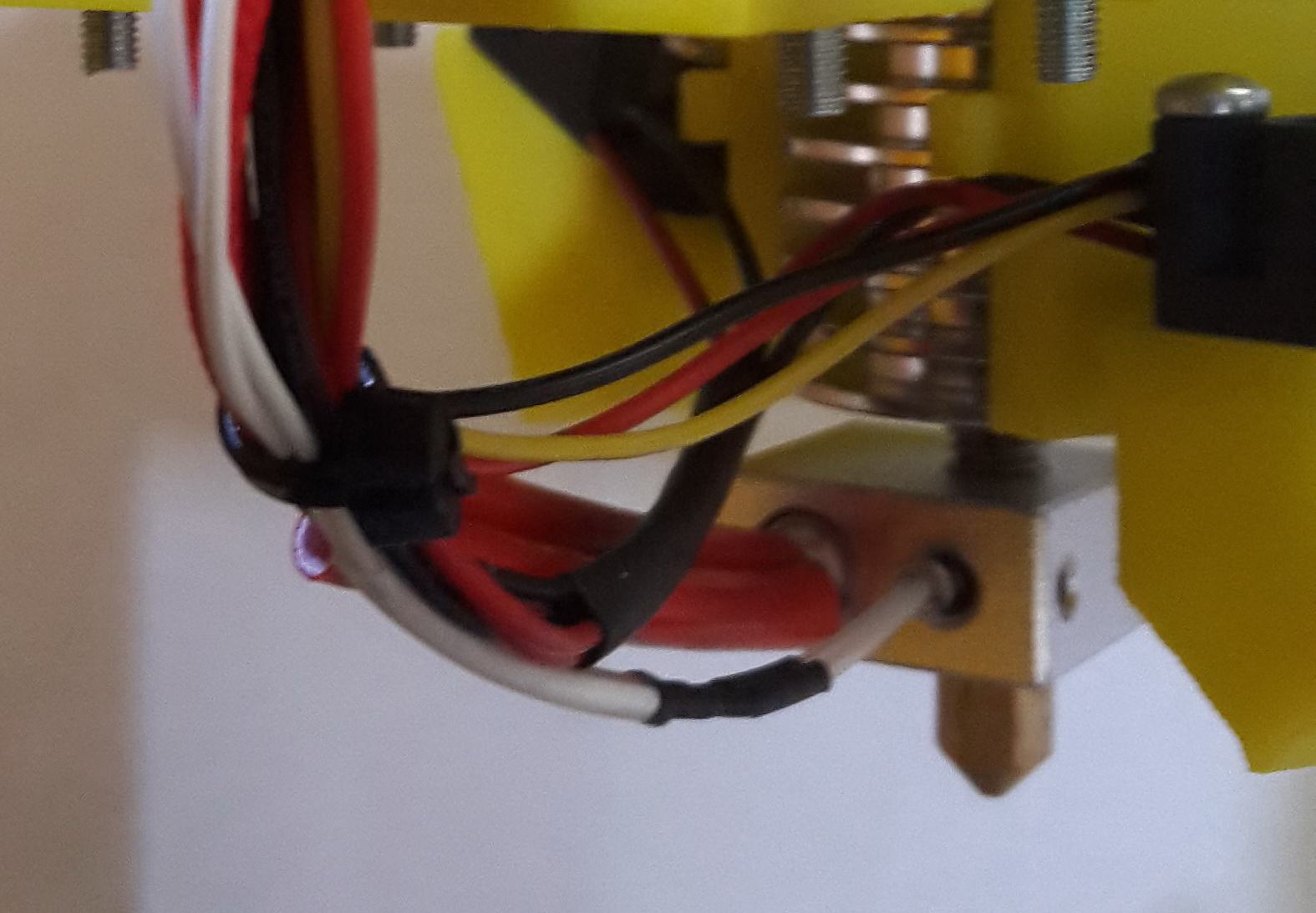
- Retirer la thermistance (x1 vis) et la cartouche de chauffe (x2 vis) en devisant les vis sur les cotés du bloc de chauffe avec la clé allen fourni en accessoire avec votre machine. (rotation anti-horaire)

- Retirer le bloc de chauffe en le dévissant (sens horaire)
- Libérez la gâchette de l’extrudeur et passez manuellement un bout de filament dans l’extrudeur. Celui-ci doit ressortir par le heatbreak.
- Si il n’est pas possible de faire sortir le filament, il faudra remplacer le heatbreak
ETAPE 2 – Remplacement du Heatbreak
- Deviser le heatbreak du radiateur (sens horaire). Vérifiez son état.
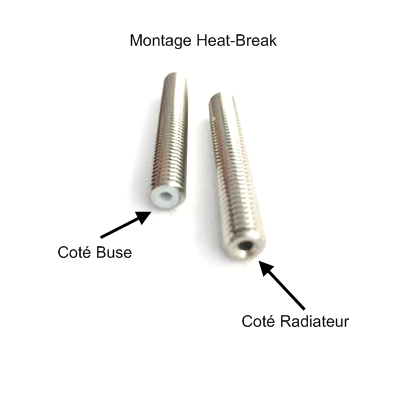
- Remplacer le heatbreak en veillant que la parti visible du téflon (Blanc, bleu ou noir) soit coté buse.
- Visser à fond le nouveau heatbreak (sens anti-horaire)
ETAPE 3 – Remontage buse et bloc de chauffe
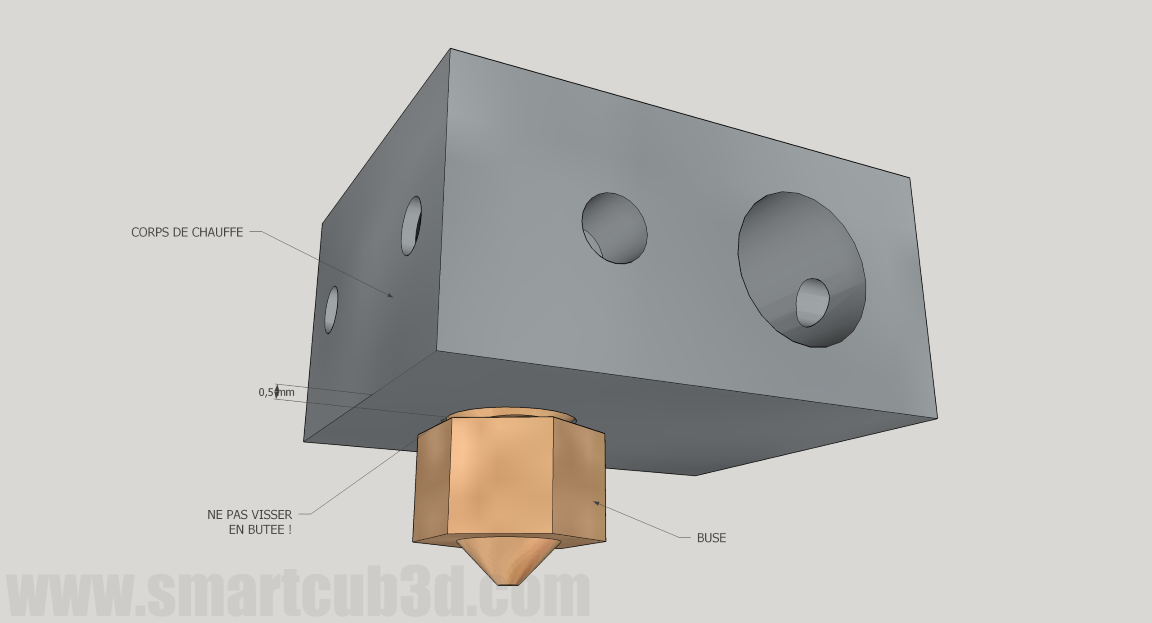
- Visser la buse neuve sur le bloc de chauffe (suivant schéma) .
- TRÈS IMPORTANT : ne pas visser la buse à fond contre le corp de chauffe, toujours laisser de 0,5 à 1.0 mm max de jeu.
- Ensuite, vissez l’ensemble corps de chauffe sur le Heatbreak . Arrangez-vous pour que le corps de chauffe soit orienté comme sur le schéma.
- Le Heatbreak doit être en parfait contact avec la buse dans le corps de chauffe. Serrez la buse en maintenant le corps de chauffe.
- Toujours bien vérifier que la buse n’est pas en butée contre le corp de chauffe.
- Une fois la buse serrée, remonter la thermistance et la cartouche de chauffe.
- Bien serrer les vis de la cartouche et serrez juste ce qu’il faut pour que la thermistance tienne.
- TRÈS IMPORTANT : La thermistance est TRÈS fragile. Bien la placer bien au fond du logement, serrez avec modération afin de ne pas briser son bulbe en verre.
- Une fois l’ensemble bien remonté, mettre en chauffe la buse (via le LCD : PRÉPARER/MISE EN CHAUFFE PLA/CHAUFFE BUSE).
- Une fois à température (200°), maintenir solidement le corps de chauffe et serrez une nouvelle fois la buse en la tournant dans le sens anti-horaire.
- Ce serrage à chaud permet de garantir l’étanchéité de la buse.
- Coupez la chauffe et remontez la chaussette en silicone.
- Nous vous conseillons de faire un étalonnage PID (voir tuto).
Quelques points importants :
- TRÈS IMPORTANT : C’est la buse contre le tube fileté (heat break) que vous resserrez, et non pas la buse contre le corps de chauffe, donc vérifiez que votre buse ne soit jamais en « butée » contre le corps de chauffe.
- Si vous ne resserrez pas, ou mal, votre buse à chaud avant votre première extrusion, elle va fuir et finira par se boucher.
- Ne pas serrer trop fort la buse, au risque la casser dans le corps de chauffe. En cas de démontage ultérieur, toujours le faire à chaud.
- Attention à ne pas vous brûler en resserrant la buse.
- A la première chauffe, parfois un peu de fumé ou une odeur de « chaud » peut se dégager du corps de chauffe, ce n’est pas anormal.
- Après une impression, contrôlez que votre buse ne fuit pas (filament fondu sur le haut du corps de chauffe). Si c’est le cas, c’est que votre montage n’est pas correct.
- Si des problèmes persistent et que vous n’avez pas remplacé le heatbreak, alors procéder à son remplacement. L’insert en téflon dans le heatbreak est très probablement en fin de vie.