Comment régler FACILEMENT l’Offset Z avec SmartOffsetZ ?
Nécessite le Firmware V3.0 ou supérieur.
L’offset Z, c’est quoi ?
Pour faire simple, l’offset Z est une distance entre la buse et le plateau au moment de l’impression de la première couche
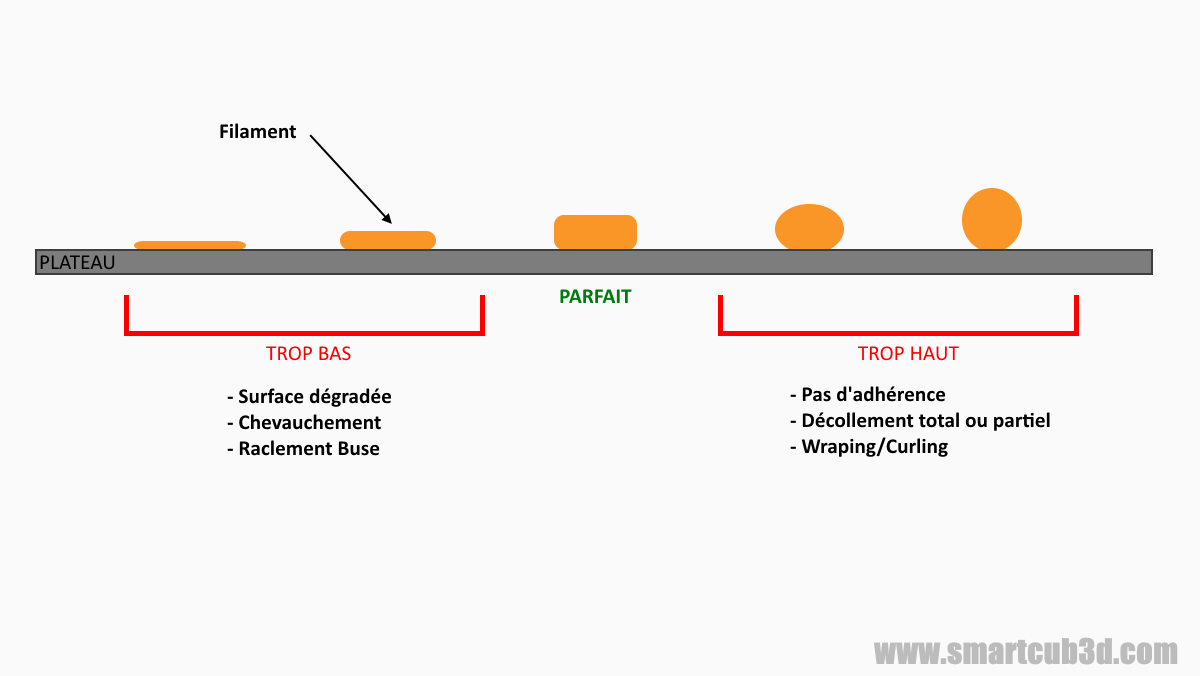
La première couche est un peu comme les fondations de votre pièce imprimée, elle doit être parfaitement imprimée pour éviter certains phénomènes :
- Trop écrasée, votre buse va frotter votre pièce, les couches suivantes vont être dégradées.
- Pas assez, le dépôt de plastique ne va pas tenir, votre pièce va se décoller subitement ou bien votre pièce va se soulever aux extrémités (wraping).
Avant, pour régler son offset Z , il fallait définir une valeur, imprimer, réajuster, imprimer, réajuster, etc… jusqu’à obtenir quelque chose de correct.
Avec la fonction SmartOffsetZ de votre SmartCub3D vous allez pouvoir régler en temps réel l’offset Z et par conséquent voir immédiatement si votre réglage est correct !
Comment procéder ?
Téléchargez le fichier GCODE de calibrage (à dézipper) correspondant à votre plateau amovible :
- G-Code de calibrage de l’Offset-Z → calibrationZ.zip
- G-Code de calibrage de l’Offset-Z avec Plateau LOKBUILD → calibrationZ_LOKBUILD.zip
→ Si vous utilisez PrusaSlicer ou Simplify3D, mettez directement le fichier Gcode dans votre carte SD.
→ Si vous utilisez Repetier, connectez votre machine puis glissez le fichier « calibrationZ.gcode » sur l’application.
Allez dans l’onglet Prévisualiser l’impression
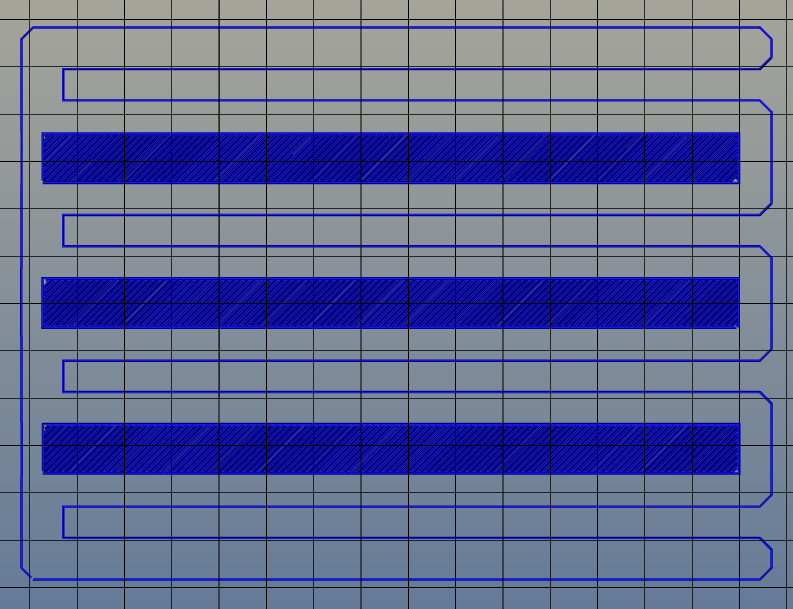
Ce fichier va vous permettre d’imprimer une succession de ligne et de rectangle.
Depuis Repetier, lancez l’impression et effectuez les consignes habituelles d’impression, sinon lancer l’impression depuis votre carte SD
Durant l’impression, vous allez faire varier en plus ou en moins l’offset Z, et ainsi visualiser et choisir la bonne hauteur qui va vous permettre d’avoir la couche idéale.
Lorsque l’impression des rectangles commence (et pas avant) :
Enfoncez le bouton alu du LCD et sélectionnez ►Controler puis ►Reglage Offset Z
L’offset Z par défaut s’affiche : Offset Z : 0.780
Cette valeur est donnée à titre d’exemple.
Sélectionnez ►Smart Offset Z
le menu +/- Ajust. Z : 0.780 s’affiche.
Maintenant en tournant le bouton à gauche ou à droite, ajustez en + ou en – la hauteur « Z » tout en visualisant les modifications sur l’impression.
Réglez de manière à avoir une première couche à la fois esthétique et un peu écrasée :
Prenez votre temps, vous avez toute la durée de l’impression pour faire ce réglage : Environ 12 minutes.
Si la température est trop basse pour votre filament, ne pas hésiter à la changer via l’écran LCD : ►Reglages ►Temperatures ►Buse
Votre couche est parfaite ? Enfoncez le bouton alu pour valider votre ajustement.
- Votre offset Z est maintenant corrigé avec votre valeur d’ajustement !
Vous pouvez maintenant sauvegarder de façon permanente votre nouvelle offset Z en sélectionnant :
►Sauvez Offset Z : Un signal sonore indiquera la sauvegarde effective.
C’est terminé !
Vous pouvez bien entendu, durant vos impressions réajuster votre offset Z de la même manière :
Soit en temps réel avec la fonction ►SmartOffset Z ,
Soit en différé (effective à la prochaine impression) en sélectionnant ►Offset Z x.xxx
Parfois, malgré une belle couche, vous pouvez avoir du « wrapping » (pièce qui rebique sur les bords), dans ce cas diminuez de 0.010 ou 0.005 jusqu’à obtenir le bon résultat. Attention ! Une couche trop écrasée peut aussi provoquer du « wrapping ».
Gardez à l’esprit que votre première couche doit quand même toujours être un minimum écrasé pour bien adhérer sur le plateau.
Attention, vous pouvez avoir ponctuellement une première couche très écrasée due à un mauvais « Probe » (palpage de l’auto-bed levelling). Dans le doute, relancer l’impression et procéder à un parfait nettoyage de la buse.
Pour finir, un bon réglage distance buse/plateau aux quatre coins, améliore considérablement la qualité de votre première couche. Pour ce faire, réglez manuellement la hauteur du plateau en jouant sur les quatre vis de réglage, de manière a avoir une hauteur la plus identique possible aux quatre coins. Utilisez le racloir en bois, comme cale d’épaisseur par exemple.
Important : Ne pas modifier la hauteur de la première couche directement dans le profil trancheur, cars cela à une incidence sur le débit.